
 PTFE krúžok a tesnenie
PTFE krúžok a tesnenie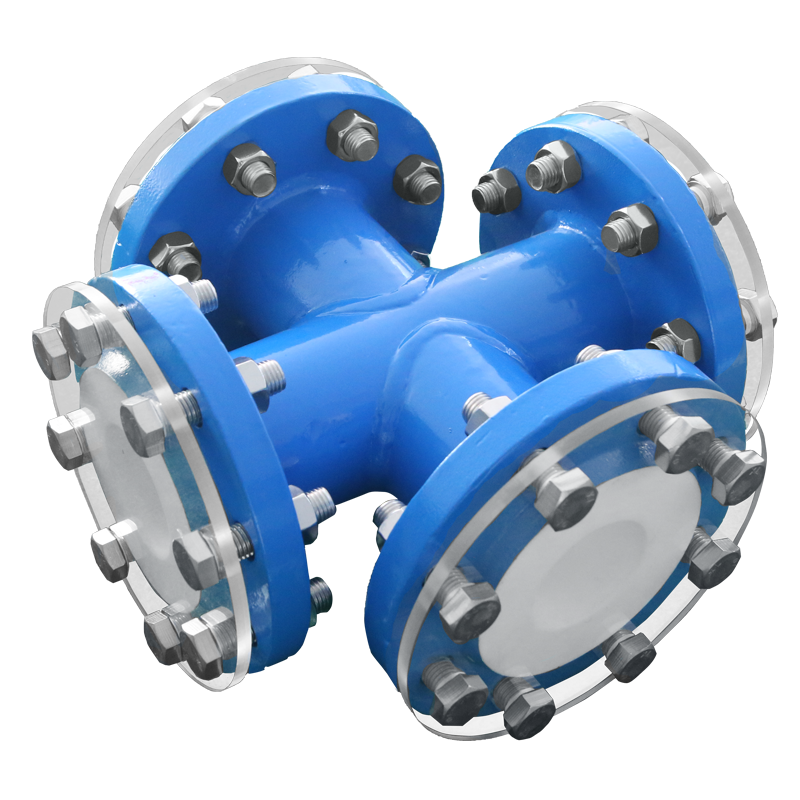 Výstelka oceľových rúr a tvaroviek z PTFE
Výstelka oceľových rúr a tvaroviek z PTFE Nádoby a balenie potiahnuté PTFE
Nádoby a balenie potiahnuté PTFE PTFE doska
PTFE doska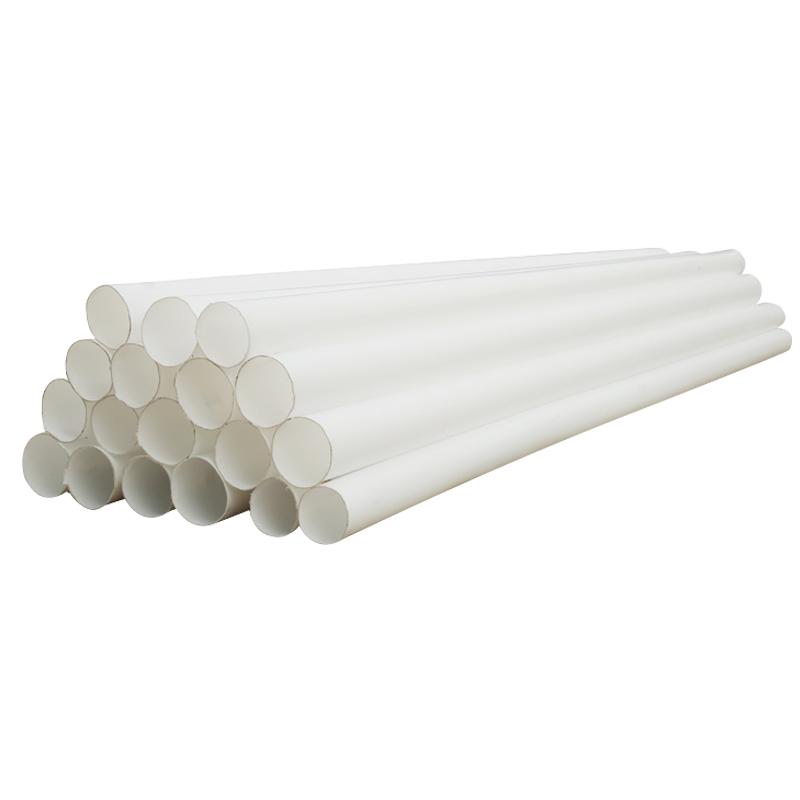 PTFE potrubie
PTFE potrubie Oceľová rúrka/rúrka potiahnutá PTFE
Oceľová rúrka/rúrka potiahnutá PTFE








0102030405
V súčasnosti populárna medzinárodná oblasť zariadení na výrobu potrubí s vložkou PTFE - izostatický tlakový kotol s vložkou potrubia
2024-06-18 00:24:10
Naša spoločnosť - Jiangsu Fuhao Yihao Plastic Industry Co., Ltd., sa nachádza v Yancheng, Jiangsu. Naša spoločnosť má kompletné výrobné a výrobné zariadenia pre súvisiace odvetvia a v našej továrni sa nachádza najväčšia izobarická kanvica v Číne.
Toto zariadenie zahŕňa v súčasnosti populárnu medzinárodnú oblasť zariadení na výrobu potrubí s vložkou PTFE - izostatický tlakový kotol s vložkou potrubia. Izostatické lisovanie je proces pridávania granulovaného porcelánu do formy, ktorá je zvyčajne vyrobená z plastu alebo gumy s určitým stupňom elasticity. V izostatickom lisovacom stroji sa na formu aplikuje rovnomerný tlak desiatok až stoviek megapascalov, aby sa zhutnil a tvaroval granulovaný porcelán vo forme. Existujú dva spôsoby izostatického lisovania: izostatické lisovanie za studena a izostatické lisovanie za tepla. Izostatické lisovanie za studena sa ďalej delí na mokré a suché spôsoby. Metóda izostatického lisovania za studena používaná v Číne je väčšinou mokrá. Podobne ako suché lisovanie, aj granulácia sa vykonáva pred izostatickým lisovaním. Rozdiel je v tom, že na izostatické lisovanie za tepla sa vo všeobecnosti používajú iba práškové častice rozprašovacej granulácie.








0102030405060708
Princíp činnosti izostatického lisovania je Pascalov zákon: "Tlak média (kvapaliny alebo plynu) v uzavretej nádobe sa môže prenášať rovnako vo všetkých smeroch." Technológia izostatického lisovania má viac ako 70-ročnú históriu a spočiatku sa používala najmä v práškovej metalurgii na tvarovanie prášku; Za posledných 20 rokov bola technológia izostatického lisovania široko používaná pri odlievaní keramiky, atómovej energii, výrobe nástrojov, plastoch, ultravysokotlakovej sterilizácii potravín, grafite, keramike, permanentných magnetoch, vysokotlakových elektromagnetických porcelánových fľašiach, biofarmaceutických prípravkoch, potravinách konzervácia, vysokovýkonné materiály, vojenský priemysel, zdravotnícke vybavenie, farmaceutické a iné oblasti.
1. Izostatické lisovanie za studena
Izostatické lisovanie za studena (CIP) je technológia, ktorá zvyčajne používa gumu alebo plast ako materiál baliacej formy pri izbovej teplote, pričom ako tlakové médium sa používa kvapalina, ktorá sa používa hlavne na formovanie práškového materiálu, aby sa vytvoril predvalok na ďalšie spekanie, kalcinovanie alebo horúce. procesy izostatického lisovania. Všeobecný prevádzkový tlak je 100-630MPa.
2. Teplý izostatický tlak
Technológia teplého izostatického lisovania vo všeobecnosti funguje pri lisovacej teplote 80-120 ℃. Existujú aj špeciálne kvapaliny alebo plyny používané na prenos tlaku pri teplotách 250-450 ℃, s pracovným tlakom okolo 300 MPa. Používa sa hlavne na grafitové, polyamidové kaučukové materiály atď., ktoré sa nedajú formovať práškovými materiálmi pri izbovej teplote. Na dosiahnutie pevného polotovaru pri zvýšenej teplote.
3. Izostatické lisovanie za tepla
Izostatické lisovanie za tepla (HIP) je procesná technológia, ktorá umožňuje, aby materiály podstúpili izostatické lisovanie pri súčasnom pôsobení vysokej teploty a vysokého tlaku. Používa sa nielen na tuhnutie prášku, ale aj na difúzne spájanie obrobkov, odstraňovanie chýb odliatku a výrobu zložitých tvarových dielov v tradičných procesoch práškovej metalurgie. Pri izostatickom lisovaní za horúca sa ako médium na prenos tlaku vo všeobecnosti používajú inertné plyny, ako je argón a amoniak, a obalový materiál je zvyčajne kov alebo sklo. Pracovná teplota je vo všeobecnosti medzi 1000 ~ 2200 ℃ a pracovný tlak je zvyčajne medzi 100 ~ 200 MPa.
Výhody technológie izostatického lisovania
Ako proces tvarovania má technológia izostatického lisovania v porovnaní s konvenčnými technikami tvarovania nasledujúce vlastnosti:
1. Hustota produktov vytvorených izostatickým lisovaním je vo všeobecnosti o 5 ~ 15 vyššia ako hustota jednosmerného a obojsmerného lisovania. Relatívna hustota produktov izostatického lisovania za tepla môže dosiahnuť 99,8 % ~ 99,09 %.
2. Hustota výlisku je rovnomerná a konzistentná. V procese formovania, či už ide o jednosmerné alebo obojsmerné lisovanie, dochádza k nerovnomernému rozloženiu hustoty výlisku. Táto zmena hustoty môže často dosiahnuť viac ako 10% pri lisovaní výrobkov s komplexným tvarom. Je to spôsobené trecím odporom medzi práškom a oceľovou formou. Tlak prenášaný kvapalinou s izostatickým tlakom je rovnaký vo všetkých smeroch. Stlačenie obalu a prášku je vo všeobecnosti konzistentné a medzi práškom a obalom nedochádza k žiadnemu relatívnemu pohybu. Trecí odpor medzi nimi je minimálny a tlak klesá len mierne. Tento gradient hustoty je vo všeobecnosti iba pod 1 %. Preto možno uvažovať, že hustota predvalku je rovnomerná.
3. Vďaka rovnomernej hustote nie je pomer dĺžky k priemeru obmedzený, čo je výhodné na výrobu tenkých a dlhých produktov vo forme tyčí a rúrok.
4. Proces izostatického lisovania vo všeobecnosti nevyžaduje pridávanie lubrikantov do prášku, čo znižuje znečistenie produktu a zjednodušuje výrobný proces.
5. Produkty tvorené izostatickým lisovaním majú vynikajúci výkon, krátky výrobný cyklus a široký rozsah použitia. Nevýhody procesu izostatického lisovania sú nízka účinnosť procesu a drahé vybavenie.
V súčasnosti naša spoločnosť nadviazala obchodnú spoluprácu s mnohými zákazníkmi doma iv zahraničí a používa toto zariadenie na výrobu rôznych produktov potrubí s PTFE vložkou. Vnútorné potrubné výrobky vyrábané týmto zariadením majú vynikajúcu kvalitu, výbornú odolnosť proti stlačeniu a spojenie vnútornej výstelky je tesne osadené bez medzier, s hladkým a plochým vnútrom. Naša spoločnosť srdečne víta zákazníkov s požiadavkami na výrobný proces, aby s nami spolupracovali pre vzájomný prospech a obojstranne výhodné výsledky!